Fiberboard
Background
Composite forest products, or engineered wood, refer to materials made of wood that are glued together. In the United States, roughly 21 million tons (21.3 million metric tons) of composite wood are produced annually. The more popular composites materials include plywood, blockboard, fiberboard, particleboard, and laminated veneer lumber. Most of these products are based on what were previously waste wood residues or little used or non-commercial species. Very little raw material is lost in composites manufacture.
Medium density fiberboard (MDF) is a generic term for a panel primarily composed of lignocellulosic fibers combined with a synthetic resin or other suitable bonding system and bonded together under heat and pressure. The panels are compressed to a density of 0.50 to 0.80 specific gravity (31-50 lb/ft.3) Additives may be introduced during manufacturing to improve certain properties. Because fiberboard can be cut into a wide range of sizes and shapes, applications are many, including industrial packaging, displays, exhibits, toys and games, furniture and cabinets, wall paneling, molding, and door parts.
The surface of MDF is flat, smooth, uniform, dense, and free of knots and grain patterns, making finishing operations easier and consistent. The homogenous edge of MDF allows intricate and precise machining and finishing techniques. Trim waste is also significantly reduced when using MDF compared to other substrates. Improved stability and strength are important assets of MDF, with stability contributing to holding precise tolerances in accurately cut parts. It is an excellent substitute for solid wood in many interior applications. Furniture manufacturers are also embossing the surface with three-dimensional designs, since MDF has such an even texture and consistent properties.
The MDF market has grown rapidly in the United States over the past 10 years. Shipments increased 62% and plant capacity grew 60%. Today, over a billion square feet (93 million sq m) of MDF is consumed in America every year. World MDF capacity increased 30% in 1996 to over 12 billion square feet (1.1 billion sq m), and there are now over 100 plants in operation.
History
MDF was first developed in the United States during the 1960s, with production starting in Deposti, New York. A similar product, hardboard (compressed fiberboard), was accidentally invented by William Mason in 1925, while he was trying to find a use for the huge quantities of wood chips that were being discarded by lumber mills. He was attempting to press wood fiber into insulation board but produced a durable thin sheet after forgetting to shut down his equipment. This equipment consisted of a blow torch, an eighteenth-century letter press, and an old automobile boiler.
Raw Materials
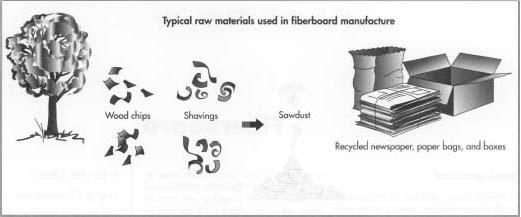
Wood chips, shavings, and sawdust typically make up the raw materials for fiberboard. However, with recycling and environmental issues becoming the norm, waste paper, corn silk, and even bagasse (fibers from sugarcane) are being used as well. Other materials are being recycled into MDF as well. One company is using dry waste materials
The Manufacturing
Process
Advanced technology and processing have improved the quality of fiberboard. These include innovations in wood preparation, resin recipes, press technology, and panel sanding techniques. Advanced press technology has shortened overall pressing cycles, while anti-static technology has also contributed to increased belt life during the sanding process.
Wood preparation
- 1 Producing quality fiberboard begins with the selection and refinement of the raw materials, most of which are recycled from shavings and chips reclaimed from sawmills and plywood plants. The raw material is first removed of any metal impurities using a magnet. Next, the material is separated into large chunks and small flakes. Flakes are separated into sawdust and wood chip piles.
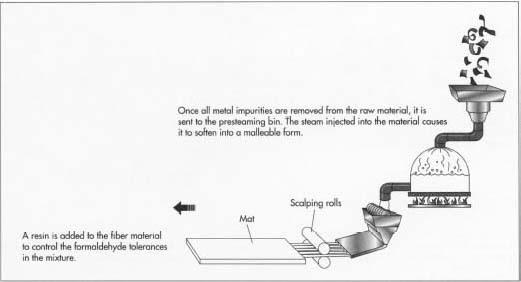
- 2 The material is sent through a magnetic detector again, with the rejected material being separated for reuse as fuel. Good material is collected and sent into a presteaming bin. In the bin, steam is injected to heat and soften the material. The fibers are fed first into a side screw feeder and then into a plug screw feeder, which compresses the fibers and removes water. The compressed material is then fed into a refiner, which tears the material into usable fibers. Sometimes the fiber may undergo a second refining step in order to improve fiber purity. Larger motors on the refiners are sometimes used to sift out foreign objects from the process.
Curing and pressing
-
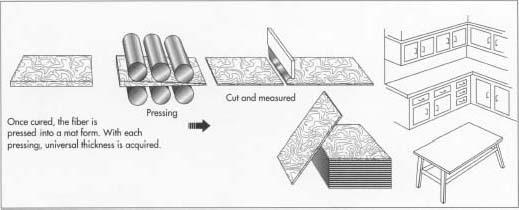
3 Resin is added before the refining step to control the formaldehyde tolerances in the mixture, and after refining, a catalyst is added. The fibers are then blown into a flash tube dryer, which is heated by either oil or gas. The ratio of solid resin to fiber is carefully controlled by weighing each ingredient. Next, the fiber is pushed through scalping rolls to produce a mat of uniform thickness. This mat goes through several pressing steps to produce a more usable size and then is trimmed to the desired width before the final pressing step. A continuous press equipped with a large drum compresses the mat at a uniform rate by monitoring the mat height. Presses are equipped with electronic controls to provide accurate density and strength. The resulting board is cut to the appropriate length using saws before cooling.
Presses have counterbalanced, simultaneous closing systems that use hydraulic cylinders to effect platen leveling, which when operating in conjunction with a four-point position control gives greater individual panel thickness control. The hydraulics system can close the press at speeds and pressures that reduce board precure problems while shortening overall pressing cycles.
Panel sanding
- 4 To achieve a smooth finish, the panels are sanded using belts coated with abrasives. Silicon carbide has typically been used, but with the requirement for finer surfaces, other ceramic abrasives are utilized, including zirconia alumina and aluminum oxide. Eighthead sanding equipment and double-sided grading improves surface smoothness consistency. Anti-static technology is used to remove the static electricity that contributes to rapid loading and excessive sanding dust, thereby increasing belt life.
Finishing
- 5 Panels can undergo a variety of finishing steps depending on the final product. A wide variety of lacquer colors can be applied, as well as various wood-grain patterns. Guillotine cutting is used to cut the fiberboard into large sheets (for example 100 inches wide). For smaller sheet sizes such as 42 by 49 in (107 by 125 cm), die cutting is used. Specialty machines are used for cutting fiberboard into narrow strips of 1-24 in (2.5 -61 cm) widths.
- 6 Laminating machines are used to apply vinyl, foil, and other materials to the surface. This process involves unwinding a roll of fiberboard material, sending it between two rolls where the adhesive is applied, combining the adhesive-coated fiberboard with the laminating material between another set of rolls, and sending the combined materials into the laminator.
Quality Control
Most MDF plants use computerized process control to monitor each manufacturing step and to maintain product quality. In combination with continuous weight belts, basis weight gauges, density profile monitors, and thickness gauges, product consistency is maintained. In addition, the American National Standards Institute has established product specifications for each application, as well as formaldehyde emission limits. As environmental regulations and market conditions continue to change, these standards are revised.
The most recent standard for MDF, ANSI Standard A208.2, is the third version of this industry standard. This standard classifies MDF by density and use (interior or exterior) and identifies four interior product grades. Specifications identified include physical and mechanical properties, dimensional tolerances, and formaldehyde emission limits. Specifications are presented in both metric and inch-pound limits.
Physical and mechanical properties of the finished product that are measured include density and specific gravity, hardness, modulus of rupture, abrasion resistance, impact strength, modulus of elasticity, and tensile strength. In addition, water absorption, thickness swelling, and internal bond strength are also measured. The American Society for Testing of Materials has developed a standard (D-1037) for testing these properties.
The Future
Though over 750 new plants were added in 1996, 1997 MDF consumption was expected to fall as much as 10% below the projected level. Usage rates have dropped for certain markets and exports have decreased. Despite this trend, some plants will continue to invest in high-tech equipment and environmental controls to produce a high-quality product.
Environmental regulations will continue to challenge the fiberboard industry. Though urea-formaldehyde resins are dominantly used in the MDF industry because of their low cost and fast curing characteristics, they have potential problems with formaldehyde emission. Phenol-formaldehyde resins are a possible solution, since they do not emit formaldehyde after cure. These resins are, however, more expensive, but preliminary research has shown that it can be used in far less quantities and achieve similar processing times as the urea resin.
Advances in manufacturing technology will also continue, including panel processing machinery and cutting tools. Pressing machinery will eventually be developed that eliminate precure and reduce individual panel thickness variation. MDF and other engineered wood products will become even more consistent in edge characteristics and surface smoothness, and have better physical properties and thickness consistency. These improvements will lead to more furniture and cabinet manufactures incorporating such products into their designs.
Where to Learn More
Periodicals
"Buyers and specifiers guide to particleboard and MDF." Wood & Wood Products, January 1996, pp. 67-75.
Koenig, Karen. "New MDF plant is high on technology and quality." Wood & Wood Products, April 1996, pp. 68-74.
"Lasani wood—the ideal wood replacement." Economic Review, April 1996, p. 48.
Margosian, Rich. "New standards for particleboard and MDF." Wood & Wood Products, January 1994, pp. 90-92.
Other
The Particle Board/Medium Density Fiberboard Institute. http://www.pbmdf.com (July 9, 1997).
— Laurel M. Sheppard