Halogen Lamp
Background
A halogen lamp is a type of incandescent lamp. The conventional incandescent lamp contains a tungsten filament sealed within a glass envelope that is either evacuated or filled with an inert gas or a mixture of these gases (typically nitrogen, argon and krypton). When electrical power is applied to the filament, it becomes hot enough (generally over 3,600°F [2,000°C]) to become incan-descent; in other words, the filament glows and emits light. During operation, the tungsten evaporating from the hot filament condenses on the cooler inside bulb wall, causing the bulb to blacken. This blackening process continuously reduces the light out-put over the life of the lamp.
A halogen lamp comes with a few modifications to eliminate this blackening problem. The bulb, made of fused quartz instead of soda lime glass, is filled with the same inert gases as incandescent lamps mixed with small amounts of a halogen gas (usually less than 1% bromine). The halogen chemically reacts with the tungsten deposit to produce tungsten halides. When the tungsten halide reaches the filament, the intense heat of the filament causes the halide to break down, releasing tungsten back to the filament. This process—known as the tungsten-halogen cycle—maintains a constant light output over the life of the lamp.
In order for the halogen cycle to work, the bulb surface must be very hot, generally over 482°F (250°C). The halogen may not adequately vaporize or fail to adequately react with condensed tungsten if the bulb is too cool. This means that the bulb needs to be smaller and made of either quartz or a high-strength, heat-resistant grade of glass known as aluminosilicate. Since the bulb is small and usually fairly strong due to its thicker walls, it can be filled with gas to a higher than usual pressure. This slows down the evaporation of the tungsten from the filament, increasing the life of the lamp.
In addition, the small size of the bulb sometimes makes it economical to use heavier premium fill gases such as krypton or xenon—which help retard the rate of tungsten evaporation—instead of the cheaper argon. The higher pressure and better fill gases can extend the life of the bulb and/or permit a higher filament temperature that results in better efficiency. Any use of premium fill gases also results in less heat being conducted from the filament by the fill gas. This results in more energy leaving the filament by radiation, slightly improving the efficiency.
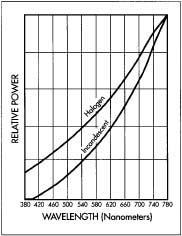
Halogen bulbs thus produce light that is whiter and brighter, use less energy, and last longer than standard incandescent bulbs of the same wattage. They can last from 2,000-4,000 hours (about two to four years) compared to conventional incandescent bulbs, which only operate for 750-1,500 hours or three hours a day for about a year. However, halogen bulbs cost more.
Most halogen lamps range in power from 20-2,000 watts. Low voltage types range from 4-150 watts. Some halogen lamps are also designed with a special infrared reflective coating on the outside of the bulb to ensure that the radiated heat, which otherwise is wasted, is reflected back to the lamp filament. The filament burns hotter so less wattage is required. These lamps can last up to 4,000 hours.
Although more efficient than other large incandescent lamps, tungsten halogen lamps are inefficient relative to fluorescent and high intensity discharge (HID) lamp types. Halogen lamps can also pose a safety threat, as the heat generated can range from 250-900°F (121-482°C).
History
Oil lamps with glass chimneys were the predecessors to electric lamps. Gas lamps were also common but had obvious disadvantages. In the early nineteenth century, a lamp using an electrically heated wire (platinum) was developed. More efficient lamps became possible as different filament materials were used. In 1860, an English inventor by the name of Swan demonstrated a carbon filament lamp. Both he and Thomas Edison finally improved this lamp for practical use around 1878. Edison installed the first successful electric lighting system in 1880.
Later, these carbon filaments were replaced with tantalum and then tungsten filaments, which evaporate slower than carbon. After a process for drawing tungsten wire was perfected, the first tungsten-filament lamps were introduced in 1911. These were vacuum lamps. In 1913, General Electric Corporation introduced tungsten filament lamps using inert gas and coiled filaments. Six years later, the annual production of light bulbs in the United States exceeded 200 million. Today, almost all electric incandescent lamps are made with tungsten filaments.
The tungsten-halogen cycle used in halogen lamps was first devised and tested 40 years ago. Some of the first commercial halogen bulbs were introduced in 1959. Applications since then have included studio lighting, projection lamps and vehicular headlamps. The latter led to a different type of glass, called aluminosilicate, which was first introduced in lamps during the early 1970s. The lower softening or working temperature of these glasses allowed high speed automated production of halogen lamps.
A bulb industry emerged early in the twentieth century, as electric power became available to the general public. By the early 1980s, around 70 United States companies were selling over $2 billion worth of bulbs and tubes each year. Over the next decade, due to a decline in the early 1990s, the total bulb market only grew to around $2.9 billion. The market reached nearly $4 billion in 1994 but remained relatively flat for the next several years.
In 1992, the United States passed the National Energy Security Act, mandating the use of advanced bulbs that were more efficient. The act sought to prevent the sale of inefficient fluorescent light bulbs beginning in 1994 and other energy-inefficient bulbs by 1995. It also banned several types of fluorescent light tubes, some incandescent reflector lamps, and various flood lamps. The passing of this act also increased the price of bulbs by 4-6%.
This act, as well as declining profits, inspired lamp makers during the mid-1990s to offer lamps that could reduce energy consumption, improve lighting, boost longevity, and minimize environmental impacts. Compact fluorescent and halogen bulbs were two types that offered growth. Thus, during the 1993-1998 period halogen shipments increased nearly 15% per year. The overall United States market for lighting equipment was over $10 billion in 1998.
In mid-1997, the Consumer Products Safety Council coordinated a recall of halogen torchieres for in-home repair due to the fire hazards caused by poor fixture design and hot bulbs. The purpose of this recall was to retro-fit existing torchiere lamps with a protective wire bulb guard (lamps manufactured after the recall already included these guards).
Other types of light bulbs, including halogen, have continued to improve over the years and are being designed for special applications. The latest advancement in halogen lamp technology is the halogen infrared-reflecting (IR) lamp. These lamps can provide the same light output (lumens) for much less power (watts) or conversely, substantially increased lumens for the same watts as standard halogen lamps. Only 10-15% of the power used in incandescent and halogen lamps produce visible light. The majority of the power is radiated as heat (infrared energy).
These new lamps have an infrared reflecting coating applied to the outside surface of the lamp capsule which reflects much of the wasted infrared energy back into the capsule and onto the tungsten filament. This redirected
Raw Materials
Depending on the type of halogen lamp, the bulb material is either quartz (fused silica) or aluminosilicate glass. Quartz glass has the appropriate temperature resistance for the tungsten-halogen cycle, which produces bulb temperatures of up to 1,652°F (900°C). For lamps of low wattage up to about 120 watts, aluminosilicate glass can be used. Either glass comes in the form of cylindrical tubes that are precut to the desired length or cut to length by the lamp manufacturer.
Tungsten is used for the incandescent filament. The tungsten is received in the shape of wire that is fabricated using a doping (adding tiny amounts of other materials) and heat treatment process. The dopants produce the ductility needed for processing the tung-sten into coils and help prevent distortion during operation. Molybdenum—used for sealing—is received in the form of foil and wire on spools. Bases made of ceramic, glass, or metal are prefabricated.
Gases used during manufacture include argon, nitrogen, krypton, xenon, bromine, hydrogen, oxygen, and natural or propane gas. Most of these gases are supplied in tanks or cylinders, some in liquid form. Natural gas is piped in from the gas company.
Design
The electrical properties of the lamp are determined by the filament wire dimensions and shape or geometry. The higher the operating voltage, the longer the wire must be. For higher wattages, a thicker wire is required. The filament is wound into the shape of a coil of different configurations, depending on the lamp application.
The most common configurations are known as round core, flat core and double filament. In special cases, other configurations are used, either modulated (for maximum efficacy of light generation) and segmented (for uniform distribution of light). Filaments are also oriented in two ways, axial or transverse. The orientation is always axial in double-ended cylindrical lamps. In single-ended lamps the orientation is determined by the application.
The Manufacturing Process
Some lamp components are made at different locations and shipped to the factory where the final assembly takes place. The degree of manufacturing automation depends on the lamp application, sales volume and selling price. The process for single-end quartz halogen lamps will be discussed.
Making the coil
-
1 Since a thin, straight wire has poor emission characteristics and it is difficult to fit into the lamp bulb, the wire is wound into the shape of a coil using automated machines that resemble high speed bobbins. To make a round-core filament, each tum is spirally laid adjacent to the next one on a cylindrical rod. A rectangular rod is used for a flat-core filament. For a double filament, the wire is first wound into a very fine primary coil, and this is then wound once more around a second, thicker core. A large amount of wire can thus fit into a very small space.
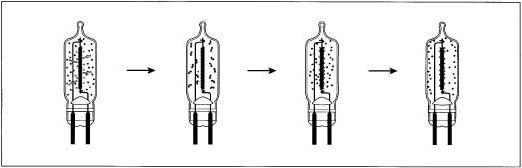 A halogen bulb is made of fused quartz and filled with the same inert gases as incandescent lamps mixed with small amounts of a halogen gas. The halogen reacts with the tungsten deposit to produce tungsten halides, which breaks down when it reaches the hot filament. The breakdown releases tungsten back to the filament—known as the tungsten-halogen cycle—and maintains a constant light output over the life of the lamp.
A halogen bulb is made of fused quartz and filled with the same inert gases as incandescent lamps mixed with small amounts of a halogen gas. The halogen reacts with the tungsten deposit to produce tungsten halides, which breaks down when it reaches the hot filament. The breakdown releases tungsten back to the filament—known as the tungsten-halogen cycle—and maintains a constant light output over the life of the lamp.
Forming the bulb
- 2 After the glass tube is cut to length, an exhaust tube must be attached to the top. First the top of the tube is heated using gas/oxygen fires. A tungsten carbide wheel folds the softened glass over to form a dome shape containing a small hole.
- 3 A smaller glass tube called the exhaust tube is placed in the hole and joined to the larger tube by melting. This small diameter tube is used as a means to flush the air out of the lamp during the sealing operation and evacuate the air and introduce the fill gas during the exhaust process. This process is performed on special rotary machines.
Making the mount
- 4 Next, the mount is fabricated. First, the bridge is made by embedding preformed tungsten wires in a small cylindrical quartz rod. The filament is welded to these support wires and welded to the outerlead assembly consisting of the molybdenum sealing foils and outerleads.
- 5 The completed mount is sent through a hydrogen furnace at 1,925°F (1,050°C) for cleaning. This process removes any oxides that can damage the tungsten filament during lamp operation.
Sealing
- 6 A machine called a press seal is used to hermetically seal the mount inside the bulb. The mount is inserted into the bulb and both parts held securely. The bottom portion of the bulb is then heated to around 3,272°F (1,800°C) using gas/oxygen burners to soften the quartz. Stainless steel press pads, operating at pressures of 20-60 psi, press the quartz to the molybdenum foils forming the hermetic seal. During this operation, the bulb is being flushed with an inert gas (nitrogen or argon) to remove the air and prevent the mount from oxidizing. The outerleads protrude from the end of the press and provide a means to electrically connect the lamp to the lamp base.
Evacuating and filling the pressed bulb
- 7 The pressed bulb is filled with the halogen gas on the exhaust machine. This machine employs vacuum pumps to evacuate the air from the bulb and a filling system to introduce the halogen gas mixture into the bulb through the exhaust tube. The high internal lamp pressure is achieved by first filling the lamp above atmospheric pressure and then spraying or dipping the bulb into liquid nitrogen which cools and condenses the fill gas below atmospheric pressure. Gas/oxygen fires then melt the exhaust tube at the top of the bulb forming the tip and trapping the gas in the bulb. The gas expands as it warms to the ambient temperature and thus results in a pressurized lamp.
Attaching the base
- 8 The base of a lamp provides the electrical connection and mounting. The geometry is defined in national and international standards. There are several different types of bases. For single-ended lamps, glass, ceramic or metal bases are used. These are usually bonded to the glass bulb with special cement that has good resistance to high temperatures, moisture and thermal stress or attached mechanically. A cement-free connection is used for special applications.
Packaging
- 9 After final testing, the lamps are manually or automatically packaged into boxes, depending on application. Lamps sold to retail stores are individually packaged.
Quality Control
A pressure test (at 40-100 atmospheres depending on fill pressure) is conducted after the press/seal process to ensure that the lamp does not burst during operation. A random sample is usually taken though some lamps are 100% tested. After the filling process, the lamps are tested for leaks by placing them onto a rotary machine and lighting them for a few minutes. If there is a major leak, the lamp will turn a white yellow color. If there are any major mechanical defects, the lamp will usually arc out. A random sample from each lot is also tested to make sure all specifications (watts, temperature, light output, and life) are met.
Byproducts/Waste
Defective quartz is disposed of or recycled. Sometimes the exhaust tubes are reused. Waste tungsten is salvaged and sold as scrap. Completed lamps that fail testing are discarded. However, lamp manufacturers continue to use more environmentally friendly materials to reduce non-recyclable wastes.
Some halogen lamps are made with lead solders in the base of the lamp. Since lead is a highly toxic material, products containing lead must pass the Environmental Protective Agency's TCLP (toxicity characteristic leaching procedure). If they do not, they must be classified as hazardous waste and follow special disposal regulations in some states. Some lamp manufacturers avoid this problem by using lead-free solder.
The Future
Shipments of tungsten halogen lamps are forecast to increase 7.7% per annum to 58 million units in 2003, outpacing shipments of incandescent lamps. This reflects the growing acceptance of halogens in residential and commercial applications, such as track and recessed lighting, table and floor lamps, and other general and task lighting.
Despite the increasing use of halogen lamps in a number of applications, unit shipments have slowed significantly from the mid 1990s pace, due to the increase in imports from countries such as China, South Korea, Taiwan, Japan, the Philippines, Mexico, Germany, and Hungary. In addition to competition from imports, other factors will contribute to falling unit prices, which will limit value gains for shipments to 5.3% per year to $180 million in 2003. In an effort to capture market share, some manufacturers will limit price increases. Additionally, improved economies of scale and production techniques will help to lower unit prices.
Halogen lamp manufacturers will also continue to develop bulbs with superior lighting characteristics, greater efficiency and improved longevity that cost less. New and improved designs will be offered to meet the needs of special applications. Lamps will continue to be made that are more environmentally safe and manufacturing processes made more efficient to reduce waste.
The global market for lighting products was expected to reach around $28 billion by the turn of the century. The United States is expected to increase its share of this market beyond the current 30%. United States bulb and lamp companies are also expanding overseas, by forming joint ventures or acquiring facilities. The market for North American lighting equipment is expected to reach over $15 billion by 2005.
Incandescent lamps will remain dominant in the United States market, with over 80% of unit sales and over 50% of market value, based on their substantial use in the large residential and transportation equipment markets. Due to the maturity of the incandescent market, competition from other lamp types, and the slowing of the housing and motor vehicle sectors, growth in incandescent lamp demand will trail industry averages.
Where to Learn More
Books
"Electric Lighting and Wiring Equipment." In U.S. Industry Profiles. The Gale Group, 1998.
Klipstein, Donald. The Great Internet Light Bulb Book. 1996.
Waymouth, John, and Robert Levin. Designers Handbook: Light Source Applications Danvers, MA: GTE Products Corporation, 1980.
Periodicals
Cable, Michael. "Mechanization of Glass Manufacture." Journal of the American Ceramic Society 82, no. 5 (May 1999): 1107-1108.
Other
The Freedonia Group, Inc. 767 Beta Drive, Cleveland, OH 44143-2326. (440) 684-9600. http://www.freedoniagroup.com .
Frost & Sullivan. http://www.frost.com .
Osram Sylvania Products Inc. 100 Endicott Street, Danvers, MA 01923. (800) 544-4828. http://www.sylvania.com .
— Laurel M. Sheppard
Thx