Fabric Softener
History
A fabric softener is a liquid composition added to washing machines during the rinse cycle to make clothes feel better to the touch. These products work by depositing lubricating chemicals on the fabric that make it feel softer, reduce static cling, and impart a fresh fragrance. The first fabric softeners were developed by the textile industry during the early twentieth century. At that time the process that was used to dye cotton fibers left them feeling harsh. In the early 1900s, preparations known as cotton softeners were developed to improve the feel of these fibers after dyeing. A typical cotton softener consisted of seven parts water, three parts soap, and one part olive, corn, or tallow oil. With advances in organic chemistry, new compounds were created that could soften fabric more effectively. These improved formulations soon found their way into the commercial market.
By the 1960s several major marketers, including Procter and Gamble, had begun selling liquid fabric softener compositions for home use. The popularity of these products dramatically increased over the next decade as manufacturers developed new formulations that provided improved softness and more appealing fragrances.
Despite their growing popularity, fabric softeners suffered from one major disadvantage: the softener chemicals are not compatible with detergents and therefore they can not be added to the washer until all the detergent has been removed in the rinse cycle. Initially, this restriction required the consumer to make an extra trip to the washing machine if they wanted to soften their clothes. In the late 1970s manufacturers found a way to deliver fabric softening benefits in a dryer sheet format. These sheets provide some of the benefits of fabric softeners but give the added convenience of being able to be added in the dryer instead of the washer rinse cycle. However, while dryer sheets are very popular today, liquid softeners are still widely used because they are more effective.
In the 1990s, environmentally minded manufacturers began test marketing ultra-concentrated formulations. These "ultra" formulations are designed such that only about one-quarter as much product has to be used and therefore they can be packaged in smaller containers. However the perceived value to the consumer is lower because there is less product and the price is higher. It remains to be seen if these ultra concentrates will succeed in today's marketplace.
By the end of the 1990s, annual sales of liquid fabric softeners in the United States reached approximately $700 million (in supermarkets, drug stores, and mass merchandisers). For the sake of comparison, about $400 million worth of dryer sheets are sold each year. The major manufacturers such as Procter and Gamble (Downy) and Lever Brothers (Snuggle), dominate about 90% of the market share while private label brands account for the remaining 10%.
Design
Product development chemists create fabric softeners that are designed to meet a series of specific marketing requirements. First, the formulations must deliver a variety of attributes desired by consumers such as superior softness, improved iron glide, reduced wrinkle formation during the wash cycle, improved wrinkle removal after washing, better color retention, and enhanced stain protection. In addition, the formulas must be safe to use, environmentally friendly, aesthetically pleasing, and cost effective. Chemists use technical evaluations in combination with consumer testing to design formulations that are both effective and affordable.
Raw Materials
Conditioning agents
Early fabric softener formulas were relatively simple dispersions of fatty materials that would deposit on the fabric fibers after washing. One of the most common ingredients used was dihydrogenated tallow dimethyl ammonium chloride (DHTDMAC), which belongs to a class of materials known as quaternary ammonium compounds, or quats. This kind of ingredient is useful because part of the molecule has a positive charge that attracts and binds it to negatively charged fabric fibers. This charge interaction also helps disperse the electrical forces that are responsible for static cling. The other part of the molecule is fatty in nature and it provides the slip and lubricity that makes the fabric feel soft.
While these quats do soften fabrics very effectively, they also can make them less absorbent. This is a problem for certain laundry items such as towels and diapers. To overcome this problem, modern formulations use quats in combination with other more effective ingredients. These newer compounds have somewhat lower substantivity to fabric which makes them less likely to interfere with water absorption.
One of the new classes of materials employed in fabric softener formulations today is polydimethylsiloxane (PDMS). Siloxane is a silicone based fluid that has the ability to lubricate fibers to give improved softening and ease of ironing. Other silicones used in softeners include amine-functional silicones, amide-functional silicones and silicone gums. These silicone derivatives are modified to be more substantive to fabric and can dramatically improve its feel.
Emulsifiers
The conditioning ingredients used in fabric softeners are not typically soluble in water because of their oily nature. Therefore, another type of chemical, known as an emulsifier, must be added to the formula to form a stable mixture. Without emulsifiers the softener liquid would separate into two phases, much like an oil and vinegar salad dressing does.
There are three types of emulsifiers used in fabric softener formulations: micro-emulsions, macro-emulsions, and emulsion polymers. Macro-emulsions are creamy dispersions of oil and water similar to hand lotions or hair conditioners. The emulsifier molecules surround the hydrophobic oil or silicone droplets and allow them to be dispersed in water. A micro-emulsion is chemically similar, but it creates oil particles that are so small that light will pass around them. Therefore, a micro-emulsion is characterized by its clarity and transparency as opposed to being milky white. Furthermore, one of the advantages of micro-emulsion is that the silicone particles are so tiny that they will actually penetrate into the fibers, while macro-emulsions only deposit on the fiber's surface. The third type, emulsion polymers, create dispersions that look similar to a macro-emulsion. This system does not use true emulsifiers to suspend and dissolve the oil phase. Instead, emulsion polymers create a stabilized web of molecules that suspend the tiny silicone droplets like fish caught in a net.
The emulsifying system used in softeners must be chosen carefully to ensure the appropriate level of deposition on the fabric. A blend of non-ionic emulsifiers (those that have no charge) and cationic emulsifiers (those that have a positive charge) are typically used. Anionic surfactants (which have a negative charge) are rarely used because the fabric conditioning agents have a positive charge which would tend to destabilize an anionic emulsion.
Other ingredients
In addition to conditioning agents and emulsifiers, fabric softeners contain other ingredients to improve their aesthetic appeal and to ensure the product will be shelf stable. For example, fragrance and color are added to make the product more pleasing to consumers. In addition, emulsion stabilizers and preservatives are used to ensure the product quality.
The Manufacturing
Process
-
The preferred method for manufacturing liquid softeners involves heating
the ingredients together in one large mixing vessel. Mixing tanks should
be constructed from high grade stainless steel to prevent attack from
the corrosive agents in the formula. The tank is typically equipped with
a jacketed shell that allows steam and cold water to be circulated, so
the temperature of the batch can be easily controlled. In addition the
tank is fitted with a propeller type mixer that is driven by a large
electric motor. This kind of mixing blade provides the high shear that
is needed to properly disperse the ingredients.
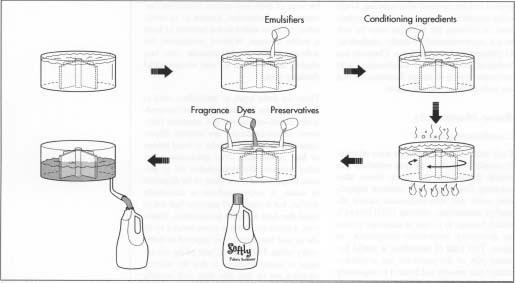
The first step in the manufacturing process is to fill the tank with the specified amount of water. Water is added first because it acts as a carrier for all the other ingredients. Deionized water is used because it is free from metal ions that can affect the performance of the batch. Conventional formulations can contain as much as 80-90% water.
- Once the water has been added to the tank, heating and mixing is initiated. When the water has reached the appropriate temperature, the emulsifiers are added. Since these chemicals tend to be waxy solid materials they are added at relatively high temperatures (between 158-176TF [70-80°C]). While the order of addition depends on the specific formula, it usually more effective to disperse the emulsifiers prior to adding the less water-soluble materials. Emulsifiers are used between 1-10%, depending on the specific chemicals that are selected.
- The conditioning ingredients used in softeners are not typically water soluble, so they are added to the water phase after the emulsifiers. For a typical strength formulation about 5% is used. For more concentrated formulations, levels of 10% are more common. When blends of quats and silicones are used, the silicones are used at levels as low as 0.5-1.5%.
- When pre-emulsified silicones are used in the formula they are added late in the process when the temperature is lower and there is less mechanical agitation in the batch. If higher molecular weight silicones are used that have not been pre-emulsified they must be added to the batch at high temperatures with a high level of agitation to ensure the silicone oil droplets are evenly dispersed.
- Heating and mixing continues until the batch is homogeneous. At this point cool water is circulated around the tank to lower the temperature. As the batch cools, the remaining ingredients, such as preservatives, dyes, and fragrance, are added. These ingredients are used at much lower concentrations, typically below no more than a few percent for fragrance and less than 1% for preservatives and dyes. When the batch is complete, a sample is sent to the analytical chemistry lab to ensure it meets quality control standards for solids, pH, and viscosity. The completed batch may be pumped to a filling line or stored in tanks until it is ready to be filled.
- When the product is ready to be filled into the package, it is transferred to an automated filling line. Plastic bottles are fed onto a conveyor belt that carries them under a filling nozzle. At the filling head there is a large hopper that holds the formulation and discharges a controlled amount, usually set by volume, into the bottle. The filled package continues down the conveyor line to a capping machine that applies the closure and tightens it. Finally, the filled bottles are packed in cartons and stacked pallets for shipping.
Quality Control
The finished fabric softer formulations are tested using a number of different protocols. Simple laboratory tests are used to determine basic properties such as pH, viscosity, and percent solids. These tests can help confirm that the correct ingredients were added at the appropriate levels.
Other, more rigorous, tests are done to ensure the formulation is functioning correctly. One such evaluation is a water absorbency test, sometimes called the Drayes Wetting Test. This procedure involves dropping small pieces of treated fabric onto water and recording the length of time required for the fabric to sink. This measurement is taken 10 times to obtain an average result.
Anti-wrinkle properties can be evaluated by asking panelists to rate samples of fabric before they have been ironed. They are asked to numerically rate the amount of wrinkling between the test sample and the fabric softener treated sample. The test to measure ease of ironing is also done using trained panelists.
These tests are performed on swatches of identical fabrics with the only difference being that one fabric has been treated with softener and the other has been washed in detergent only. 100% cotton pillowcases are used for wrinkling and ironing tests while 100% cotton terry towels are used for evaluating softness and water absorbency. The swatches are dried in a controlled environment at 71.6°F (22°C) and 65% relative humidity for 24 hours before testing.
The Future
There are two formula related areas that will affect the future of fabric softeners. The first is the impact the ultra-concentrates will have on the market. At the time of this writing it is too soon to tell if they will be accepted by consumers. The second area is related to the role that multi-functionality will play in the future. As chemists develop new more efficacious ingredients there is more potential for additional consumer-perceivable benefits. At the turn of the millennium, multifunctional fabric softener formulations are the latest trend. These new products not only soften clothes but also improve the ease of ironing, reduce wrinkling in the dryer, and provide stain protection. Both Lever Brothers and Procter and Gamble have capitalized on this trend with new formulations that deliver multiple fabric care benefits.
Finally, manufacturers may turn to new delivery forms to make softeners easier to use. One new method introduced by P&G in the late 1990s is the "Downy Ball." This is a reusable plastic tennis ball sized sphere that is filled with liquid Downy and added to the washer at the beginning of the cycle. The ball stays sealed during washing but the spinning of the rinse cycle triggers it to open and release the softener. For consumer who do not have an automatic softener dispenser on their washing machines, the "Downy Ball" saves them from the trouble of adding the liquid in a separate step. Other innovative dispensing devices like this may become more common as manufacturers strive to differentiate their products from the competition.
Where to Learn More
Periodicals
Henault, Benoit. "A Fresh Look at Fabric Softeners." Soap & Cosmetics (June 2001).
Turcsik, Richard. "The Soft Sell: Supermarkets are Hoping New Fabric Softener Formulations and Advertising Will Help Stem Market Share Erosion." Supermarket News (21 August 1995).
Randy Schueller